




2 fűtési zóna Érintőképernyős BGA Rework Station
Az átdolgozó rendszernek egy nagyon szűk területet kell felmelegítenie a táblán. A DH-200 BGA átdolgozó állomás pontosan és egyszerűen elkészíthető. Nagyon fejlett technikai tudással rendelkezik. A legújabb nagysűrűségű tábláknál is, a finom ólomosztású és forgácsméretű alkatrészeknél is lehetőség van a helyes átdolgozásra. Ezenkívül a DH-200 BGA átdolgozó állomás az összes átdolgozási folyamatot elvégezheti, ha a Jig-gel használja. Ezek fűtés, kiszállítás, tisztítás, nyomtatás. pozicionálás, szerelés, újragolyózás stb. és ez még ellenőrzés is.
Leírás
1. A 2 fűtési zónás érintőképernyős BGA átdolgozó gép termékjellemzői

Kiváló minőségű fűtőanyagból készült; a BGA ki- és forrasztási eljárásai pontosan ellenőrzöttek;
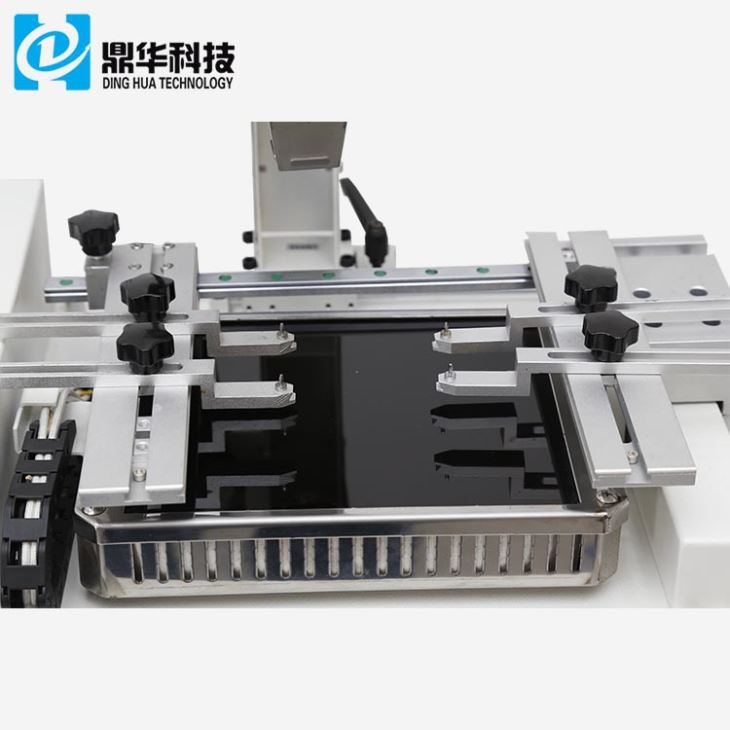
Mozgatható fűtőfej, amely vízszintesen szabadon mozoghat, könnyen kezelhető;
Beágyazott ipari számítógép, PLC vezérlés, valós idejű profilmegjelenítés, képes megjeleníteni a beállított profilt és a gyakorlatban tesztelt profilt; nagy méretű képernyő, könnyen kezelhető;
A profilmentés korlátlan ebben az ipari számítógépben, képes elemezni a két, gyakorlatilag tesztelt profilt, képes angol és kínai bevitelre is;
A felső és alsó meleglevegős fűtőtestek hőmérséklete pontosan szabályozható a sajátos hőmérsékletüknek megfelelően. Az infravörös állandó hőmérsékletű fűtési zóna ataz alsó terület és a megfelelő hőmérséklet-szabályozási beállítások végzik az utómunkálatokat
biztonságosabb és megbízhatóbb.
2. Specifikáció
| Hatalom | 2300W |
| Felső fűtés | Forró levegő 450W |
| Alsó fűtés | Meleg levegő 1200W, infravörös 1800W |
| Tápegység | AC220V±10% 50/60Hz |
| Dimenzió | L540*Sz310*H500 mm |
| Elhelyezés | V-hornyú PCB-tartó, és külső univerzális rögzítéssel |
| Hőmérséklet szabályozás | K típusú hőelem, zárt hurkú vezérlés. független fűtés |
| Hőmérséklet pontosság | ±2 fok |
| PCB méret | Max 170*220 mm. Min. 22*22 mm |
| Munkaasztal finomhangolás | ±15mm előre/hátra.±15mm jobbra/emelés |
| BGAchip | 80*80-2*2 mm |
| Minimális forgácstávolság | 0,15 mm |
| Hőmérséklet érzékelő | 1 (nem kötelező) |
| Nettó tömeg | 16 kg |
3. A 2 fűtési zónás érintőképernyős BGA átdolgozó gép részletei
1. 2 független fűtőelem (meleg levegő és infravörös);
2. HD digitális kijelző ;
3. HD érintőképernyős interfész, PLC vezérlés;
4. Led fényszóró ;



4. Miért válassza a 2 fűtési zónás érintőképernyős BGA átdolgozó gépünket?


5. Tanúsítvány

6. Csomagolás és szállítás


7. Kapcsolódó ismeretek a 2 fűtési zónás érintőképernyős BGA átdolgozó gépről
Javítási módszer a mobiltelefon-alaplap leválasztására és a pad ledobására
- A leejtési ponthoz és amikor a vezetékhuzal a betét alatt van, hőlégfúvóval (hőmérséklet: 240 fok, levegő térfogata: közepes) fújja le a forrasztott helyet. Óvatosan ássuk ki a hegyet egy pengével, majd vigyünk fel egy kis mennyiségű forrasztópasztát a vezetőlyukra (párna). Használja a forrólevegős pisztolyt a visszafolyó forrasztáshoz, hogy forrasztógolyót alakítson ki, majd mossa le vízzel. Ha a forrasztógolyó nem esik le, az azt jelzi, hogy a vezeték megfelelően forrasztva van, és normálisan használható.
- Leválasztáshoz és párna eltávolításához, először sebészeti pengével kaparja le a törött vezetéket, eltávolítva legalább 3 mm-es anyagot. Ezután tisztítsa meg a területet folyasztószerrel (Tianna víz). Használjon elektromos vasalót, hogy forrasztja a vezetéket. Vegyünk egy kis részt zománcozott huzalból, amelynek csúcsát ón-bizmut-ón bevonattal láttuk el, és rögzítsük a lekapart huzalhoz. Helyezze el megfelelően a vezetéket, majd használjon forró levegős pisztolyt (hőmérséklet: 280 fok, légáramlás: közepes) a hegesztéshez. Hegesztés után vágja le a zománcozott huzalt 2 mm hosszúságúra. Helyezzen egy tűt az alátét közepére, és egy másik tűvel helyezze a zománcozott huzalt a csap köré, hogy kört képezzen a párnán. Vigyen fel egy kis mennyiségű forrasztópasztát a körre, majd használja a forró levegős pisztolyt a forrasztóanyag visszafolyatásáig, így forrasztógolyót alkot.
Ha az ólomhuzal és a zománcozott huzal nehezen forrasztható, vigyen fel egy kis forrasztópasztát a csatlakozásra, majd használja a hőlégpisztolyt (anélkül, hogy a vezetéket forrasztópákával érintse meg). Tű segítségével állítsa be a zománcozott huzal helyzetét, hogy az egyenes legyen és a forrasztás egyenletes legyen. Ezen a ponton a betét sikeresen megjavított.
3. Az összes töréspont csatlakoztatása után, tisztítsa meg a területet vízzel. Ügyeljen arra, hogy ne zavarja az új betétet. Vigyen fel egy kis mennyiségű zöld olajat a vonal körül, elkerülve a párnát. A kevesebb jobb – éppen elég a vezeték rögzítéséhez. A felhordás után helyezze a szerelvényt lila lámpa alá fél órára az IC visszaszereléséhez. Még akkor is, ha többször szét- és összeszereli, a kapcsolatnak biztonságosnak kell maradnia.





