

DH-A2 BGA átdolgozó állomás
Könnyen kezelhető.
Különböző méretű chipekhez és alaplapokhoz alkalmas.
Magas sikeres javítási arány.
Leírás
DH-A2 BGA átdolgozó állomás
1. A DH-A2 BGA átdolgozó állomás alkalmazása
Különböző NYÁK-okhoz alkalmas.
Számítógép alaplapja, okostelefon, laptop, MacBook logikai kártya, digitális fényképezőgép, klíma, TV és
egyéb elektronikai berendezések az orvosi iparból, kommunikációs iparból, autóiparból stb.
Különböző típusú chipekhez alkalmas: BGA,PGA,POP,BQFP,QFN,SOT223,PLCC,TQFP,TDFN,TSOP,PBGA,CPGA,
LED+chip.
2. A DH-A2 BGA Rework Station termékjellemzői

• Automatikus kiforrasztás, szerelés és forrasztás.
• Nagy térfogat (25{1}} l/perc), alacsony nyomás (0,22 kg/cm2), alacsony hőmérséklet (220 fok) jellemző a teljes átdolgozásra
garantálja a BGA chipek elektromos áramát és a kiváló forrasztási minőséget.
• A csendes és alacsony nyomású légfúvók használata lehetővé teszi a csendes ventilátor szabályozását, a légáramlást
maximum 250 l/perc-re kell szabályozni.
• A meleglevegős, többlyukú, kerek középső támaszték különösen hasznos a nagy méretű NYÁK-hoz és BGA-hoz, amelyek a központ közepén helyezkednek el.
PCB. Kerülje a hidegforrasztást és az IC-esést.
• Az alsó meleglevegős fűtőtest hőmérsékletprofilja elérheti a 300 fokot is, ami kritikus a nagy méretű alaplapok esetében.
Eközben a felső fűtés beállítható szinkronizált vagy önálló munkára
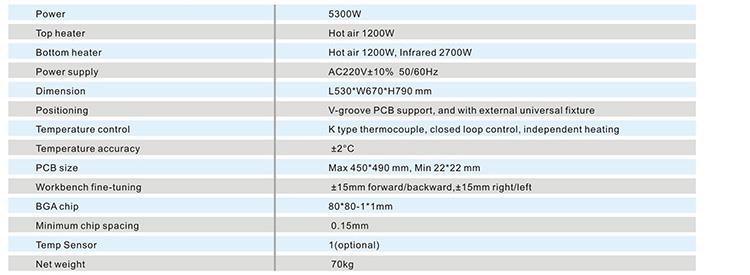
3. A DH-A2 BGA átdolgozó állomás specifikációja
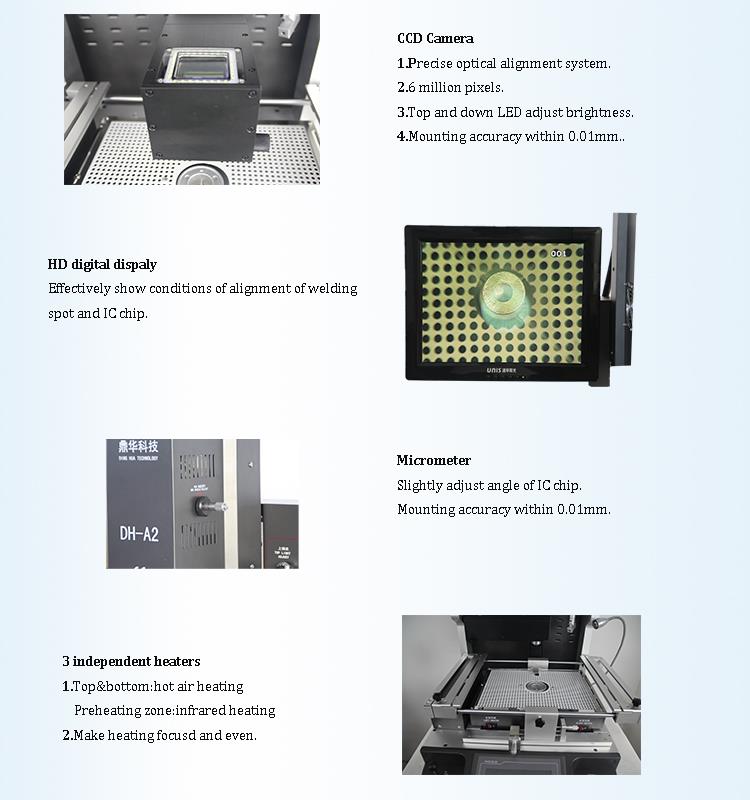
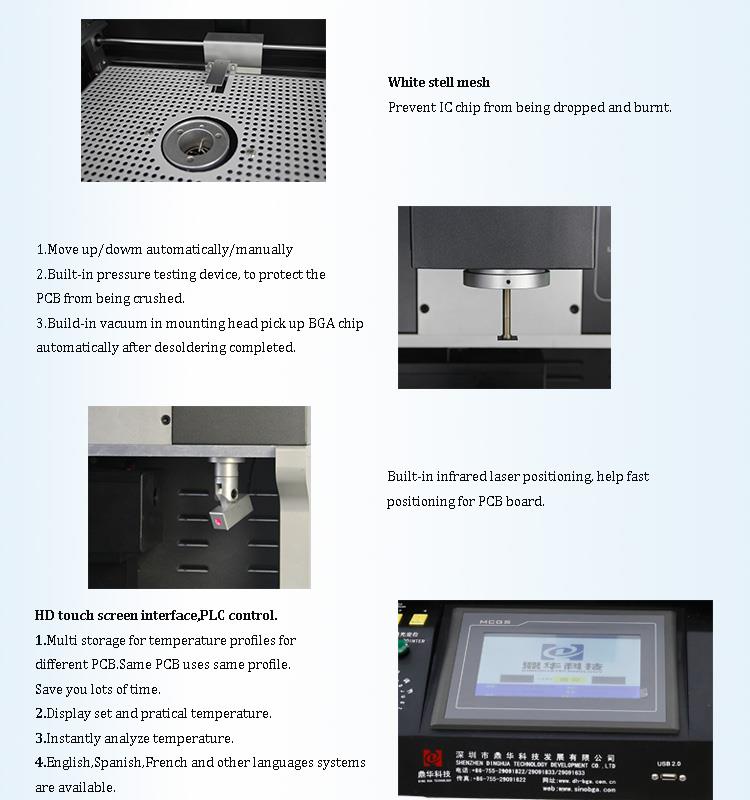
4. A DH-A2 BGA átdolgozó állomás részletei

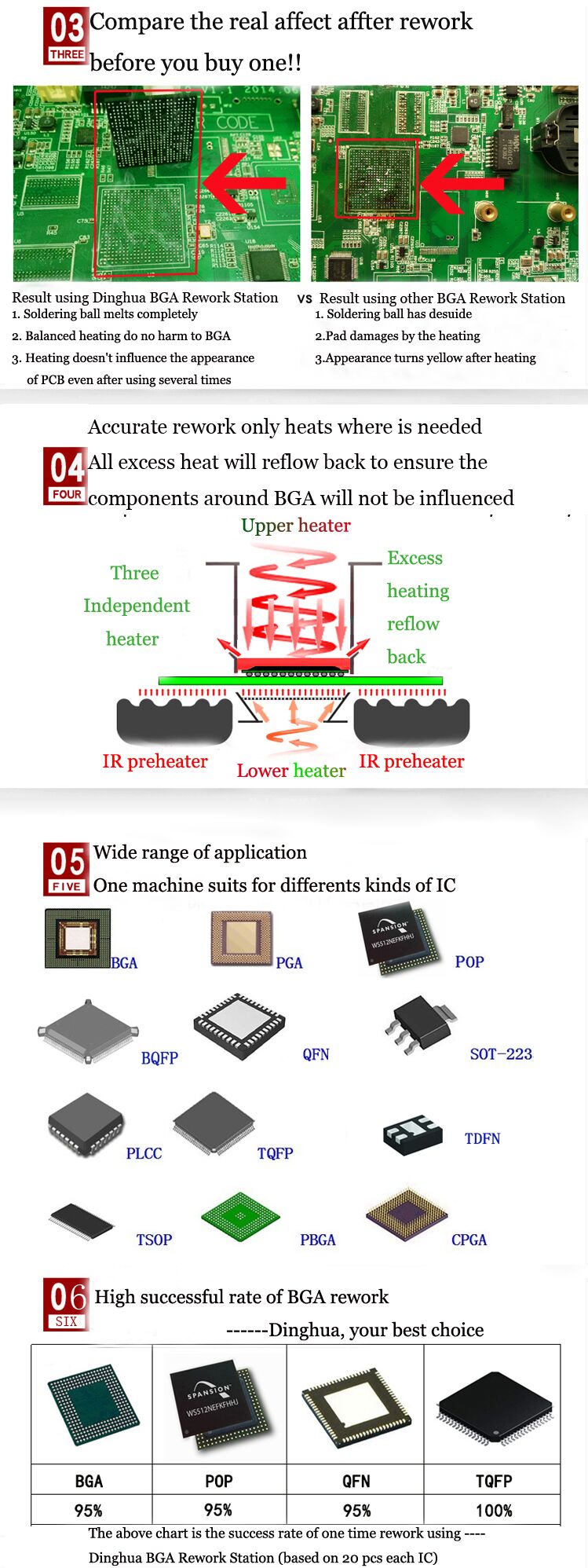
5. Miért válassza a DH-A2 BGA átdolgozó állomásunkat?

6. A DH-A2 BGA átdolgozó állomás tanúsítványa
7. DH-A2 BGA Rework Station csomagolása és szállítása
8.Kapcsolódó ismeretekDH-A2 BGA átdolgozó állomás
• Mi a BGA hegesztési folyamat technológiai elve?
A BGA forrasztásnál alkalmazott reflow forrasztás elve. Itt bemutatjuk a forrasztógolyók visszafolyási mechanizmusát a forrasztási folyamat során.
Ha a forrasztógolyó fűtött környezetben van, a forrasztógolyó visszafolyása három fázisra oszlik:
Előmelegítés:
Először a kívánt viszkozitás és szitanyomás eléréséhez használt oldószer elkezd elpárologni, és a hőmérséklet-emelkedésnek lassúnak kell lennie.
(körülbelül 5 °C/másodperc) a forrás és a fröccsenés korlátozására, a kis bádoggyöngyök képződésének megakadályozására, valamint egyes komponensek esetében a belső anyagok összehasonlítására.
hangsúlyozza. Érzékeny, ha az alkatrész külső hőmérséklete túl gyorsan emelkedik, az törést okoz.
A fluxus (paszta) aktív, a vegyszeres tisztítás megkezdődik, a vízben oldódó folyasztószer (paszta) és a nem tiszta folyasztószer (paszta) ugyanazt a tisztítást végzi.
művelet, kivéve, hogy a hőmérséklet kissé eltér. A fém-oxidokat és bizonyos szennyeződéseket eltávolítják a fémből és a forrasztás részecskéiből
legyen kötve. A jó kohászati forrasztásokhoz "tiszta" felületre van szükség.
Ahogy a hőmérséklet tovább emelkedik, a forraszrészecskék először külön megolvadnak, és megkezdik a cseppfolyósítás és a felületi szívás "világító" folyamatát.
Ez lefedi az összes lehetséges felületet, és elkezdődik a forrasztási kötések kialakulása.
Reflux%3a
Ez a szakasz rendkívül fontos. Amikor egyetlen forraszrészecske teljesen megolvad, folyékony ónt képez. Ekkor felületi feszültség
akkor kezd kialakulni a forrasztószalag felülete, ha a rés az alkatrészvezetékek és a nyomtatott áramköri betét között meghaladja a 4 mil (1 mil=ezrelék Egy hüvelyk),
nagyon valószínű, hogy a csap és a betét a felületi feszültség miatt elválik, ami az ónhegy kinyílását okozza.
Nyugodj le:
A hűtési szakaszban, ha a hűtés gyors, az ónpont szilárdsága valamivel nagyobb lesz, de nem lehet túl gyors ahhoz, hogy hőmérsékleti feszültséget okozzon belül
az alkatrész.





